Ekonomické používání středících zámků na formě 01
Teoretický úvod do problematiky nasazení středících kamenů
Dlouhá životnost. Opakovatelnost. Přesnost. To jsou věci, které řeší každý manažer, či technik u forem na vstřikování pastů. Každá nepřesnost na formě, či navedení se projeví vyšší zmetkovitostí a zvýšenými náklady na údržbu.
Pro prodloužení životnosti forem a zvýšení kvality výstřiků z formy vyvinula firma Progressive Components ultimativní středící zámky.
Vstřikovací formy obecně jsou v důsledku působení vstřikování roztaveného plastu vystaveny extrémním tlakům. Tlak taveniny plnící dutinu, působí na povrch formy silou až tisíců tun. Navíc je zde výrazná uzavírací síla.
Formu je tedy nutné dimenzovat tak, aby odolávala cyklickému působení těchto sil. Velmi záleží na volbě vhodného základního materiálu a celá forma musí být dostatečně masivní. V tuto chvíli ovšem vstupuje ekonomické hledisko, kdy snahou je dostat formu co možná nejmenší, ovšem tak, aby se pohybovalo s periodickým namáháním pod mezí únavy.
Dalším výrazným faktorem je součet tolerancí v soustavě stroj-nástroj, jejichž suma může být zdrojem značného mechanického namáhání.
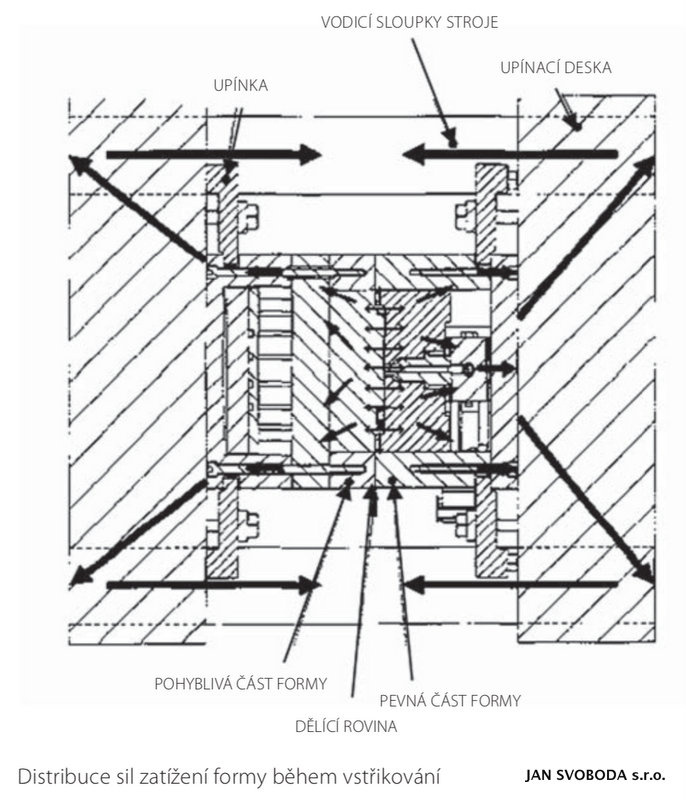
Na výše uvedeném obrázku je znázorněno, jak se formou šíří mechanické napětí. V důsledku působení vstřikovacího procesu, se ve formě projevují smyková a tlaková napětí. Díky cyklickému způsobu výroby a předepnutí formy v kombinaci se zavírací silou na stroji pak dochází k opakovanému namáhání od plusových do mínusových hodnot nejen na tvárnících, ale i na deskách formy. Nadměrné působení mechanického napětí může formu jednoduše poškodit. Ještě větším problém je riziko nadměrného průhybu formy. Prohnutí formy může zapříčinit až poškození tvarových vložek ve formě. Ale tato problematika se řeší jinak.
Ekonomický tip: Pokud nebude forma dostatečně robustní, dojde k jejímu poškození a výroba bude drahá!
Zde je nutno podotknout, že konstruktéři forem se mnohdy domnívají, že desky jsou bezvadné, pevné a rovné. Nicméně velmi často se stává, že díky omezené komunikaci mezi konstruktérem a lisovnou, kdy lisovny jsou mnohdy z jiných zemích, se prostě jen informace zpětně nedostanou ke konstruktérovi, který pak dále na základě „citu“ navrhuje a nástrojárna vyrábí poddimenzované formy, které jsou příčinou mnoha potíží se vstřikováním.
Díky tomu, že na formy cyklicky působí uzavírací síly a tlak taveniny, dochází k postupnému zvětšování mikrotrhlinek v materiálu, až k překročení meze únavy a porušení materiálu.
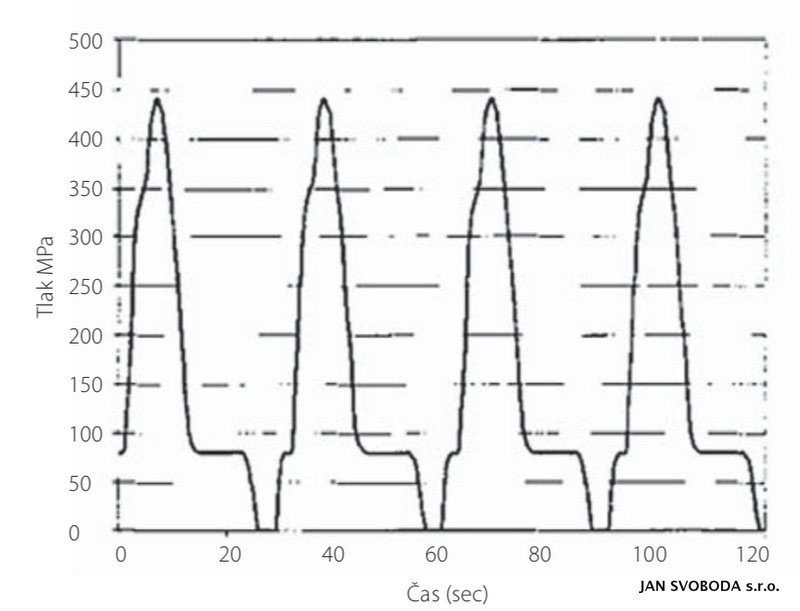
Mez únavy je definována jako zatížení, které může působit na formu v teoreticky nekonečném počtu cyklů, a nedojde při tom k únavovému poškození. U většiny používaných materiálů na formy je to zhruba ½ meze pevnosti.
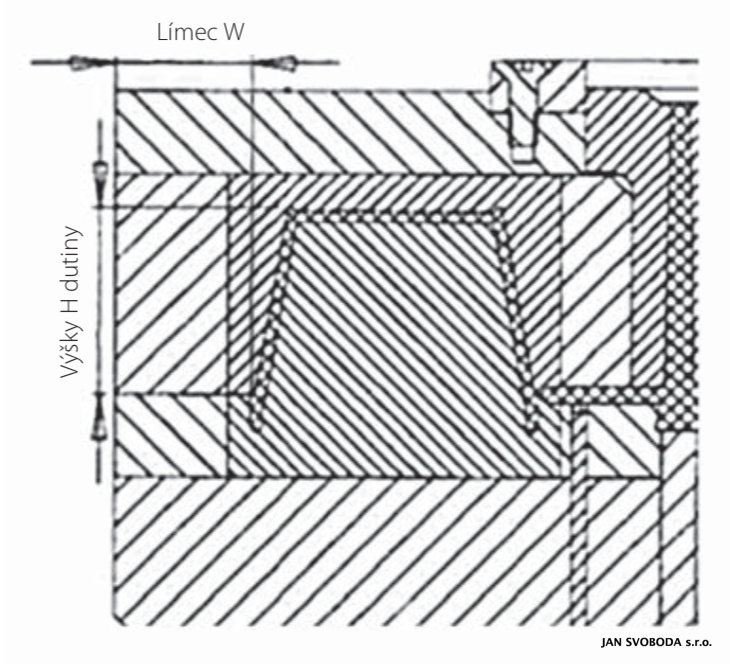
Mimo problematiku průhybu desek, by se měl konstruktér také zabývat problematikou smykových napětí na bočních stěnách formy, které také mohou vést k nadměrnému průhybu desek, a/nebo až poškození formy. Tento problém je výraznější u forem s hlubšími tvary. Hluboká dutina má vysokou boční stěnu, na kterou působí tlak taveniny a je zde tedy vysoké smykové napětí a v důsledku toho také průhyb. Zjednodušeně se dá říct, že šířka límce označená W (materiál od hrany výlisku směrem ven k okraji formy) by měl být stejně velký jako výška výlisku H (platí pro vyšší tvary).
Lze spočítat smykové napětí na stěnu a (opět) zjednodušeně se dá říci, že toto napětí by mělo dosahovat maximálně poloviny meze kluzu materiálu, aby bylo možné garantovat mechanickou stálost formy.
Zde se zpětně dostáváme k problematice středících prvků. Správně navržené, aplikované a udržované středící prvky jsou totiž vhodnou alternativou zvětšování formy a umožňují snížit jak cenu formy samotné, tak i samotného vstřikovacího procesu, díky možnosti nasazení na menší stroj. Středící prvky totiž přenášejí část ohybového zatížení z pevné části formy, na pohyblivou část, která díky konstrukci lépe přenáší napětí směrem na okraje formy (vyjma průhybu, který se řeší jinak)
Ekonomický tip: Kvalitní středící prvky mohou zmenšit velikost formy a tím umožnit nasazení formy na menší lis.
V dalším díle středění se podíváme na historii středění forem, tkeré vysvětlí mnohé pověry obvyklé v středění forem a rozebereme co je a co není středění.