TTP 500: Multifunkční ultrazvuková leštička pro 100+1 povrchů
TTP 500: Multifunkční ultrazvuková leštička pro 100+1 povrchů
TTP500 výrazně usnadňuje opracování forem po navařování. Oproti manuálnímu leštění se čas na práci snižuje až o 80 %. Dále lze provádět EDM erodování tvarů bez nutnosti použít hloubičku a drátek.
Vlastnosti a výhody:
- Stabilní výstup a výkon díky systému zpětné vazby
- Počítačově řízená funkce EDM s přesností IT5/IT6
- Volba povrchové úpravy (EDM) v rozmezí Ra 0,3 - 50
Ultrazvukový obvod je kompatibilní s různými brusnými a lešticími přípravky, např. diamantovými pilníky, pilníky se skelným vláknem, lešticími a lapovacími pastami a podobně.
Využití ultrazvuku:
- Začištění povrchu po navařování
- Oprava zrcadlových povrchů
- Odstraňování rzi a nečistot ze všech povrchů
- Odstraňování usazenin z chladicích kanálů
- Tvorba odvzdušnění
- Leštění a lapování s pomocí dřevěné násadky
Využití EDM erodování:
- Tvorba dutin
- Rychlé odstranění usazenin a koroze
- Rychlé odstranění návarů po opravách

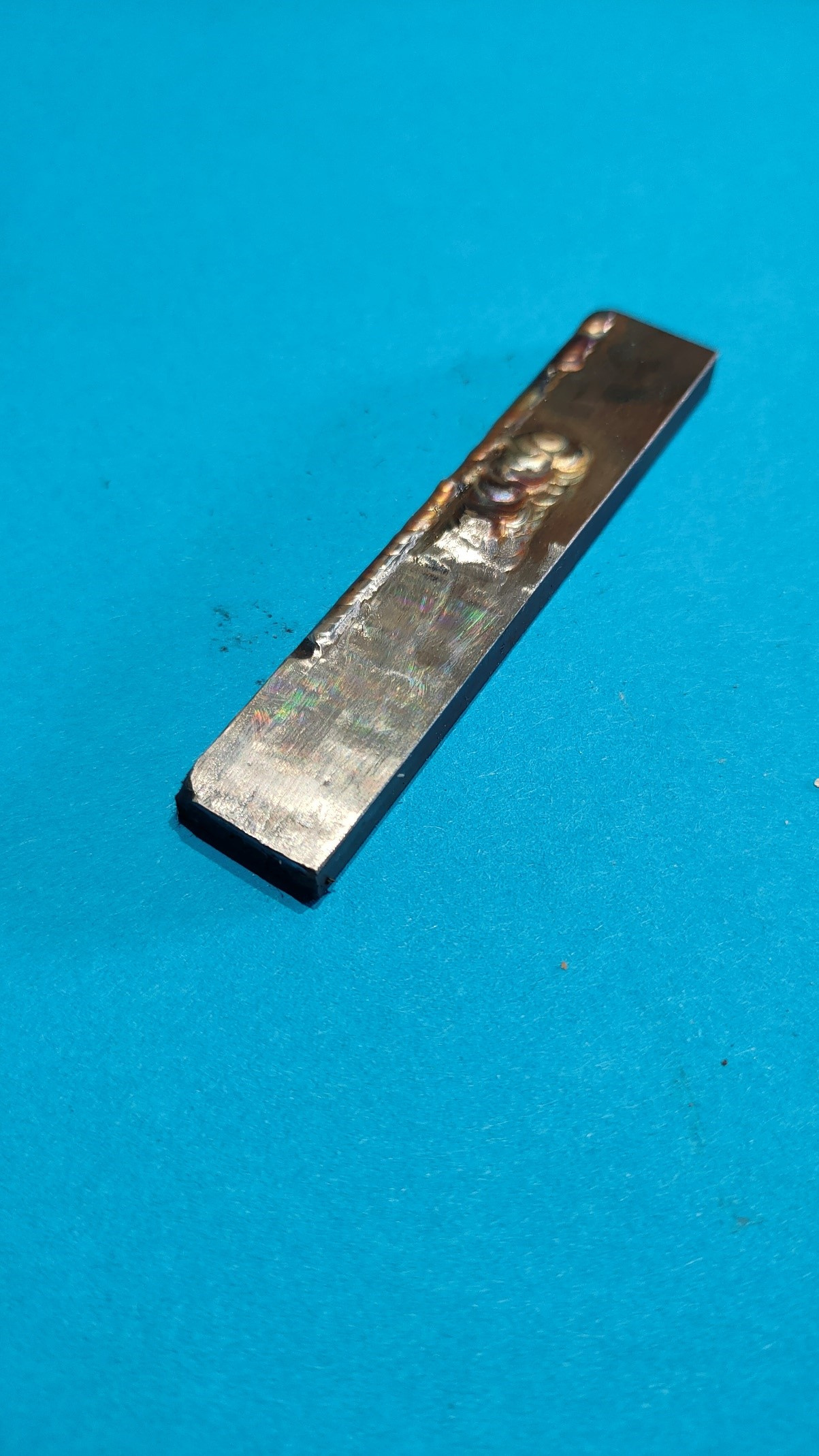
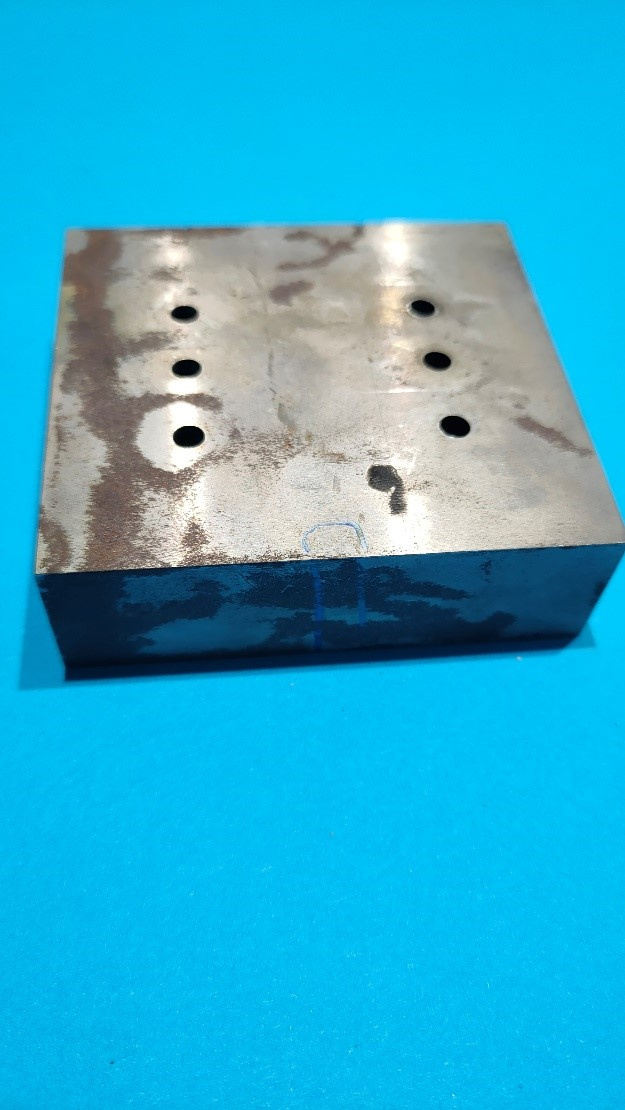
Obr.1: Opracování po navařování.
Návar lze opracovat jak EDM erodováním, tak i ultrazvukem. Pro rychlejší odstranění návaru doporučujeme použít EDM erodování, u něhož lze nastavit intenzitu, a to od rychlého úběru až po přesnost IT9/IT10 a drsnost Ra 1,6.
Následně lze povrch dokončit ultrazvukem s použitím keramických pilníků a brusných kamenů. Leštění se provádí ruční bruskou s filcovým nástavcem a diamantovou pastou, nebo dřevěnou násadkou s diamantovou pastou.
U diamantové pasty začínáme se zrnitostí 40; pro zrcadlovou plochu jsou vhodné pasty se zrnitostí v rozmezí 3,5 a 0,25 µ.

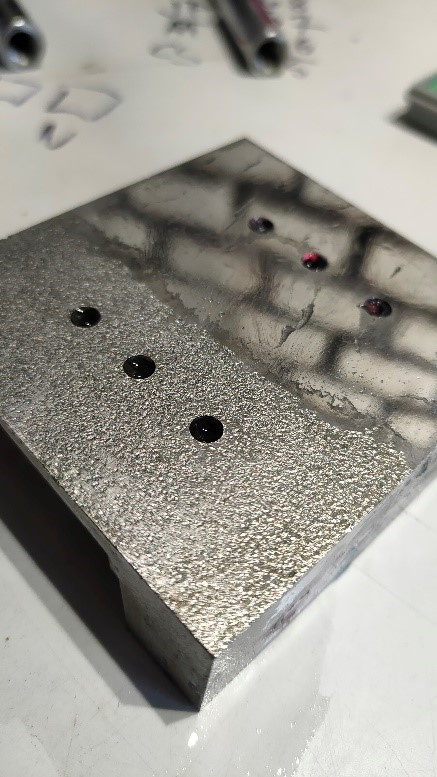
Obr. 2: Ukázka EDM erodování.
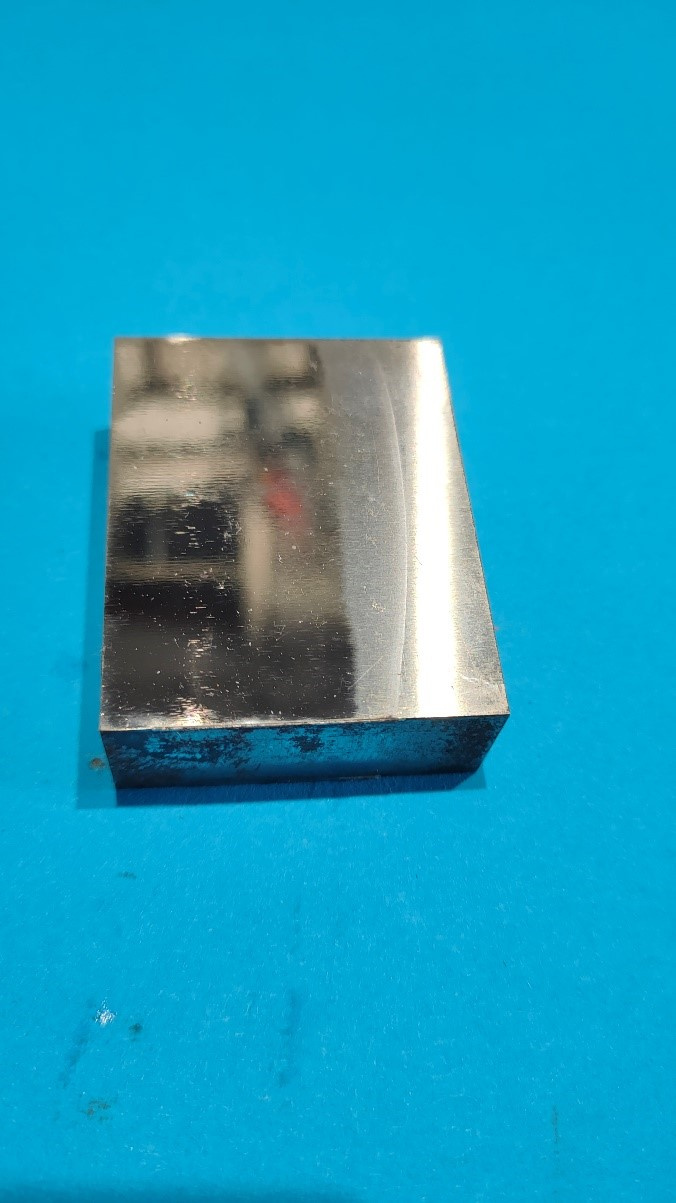
Obr.3: Výsledný povrch před lapováním a leštěním, materiál 1.2379; celá úprava trvala cca 15 minut.
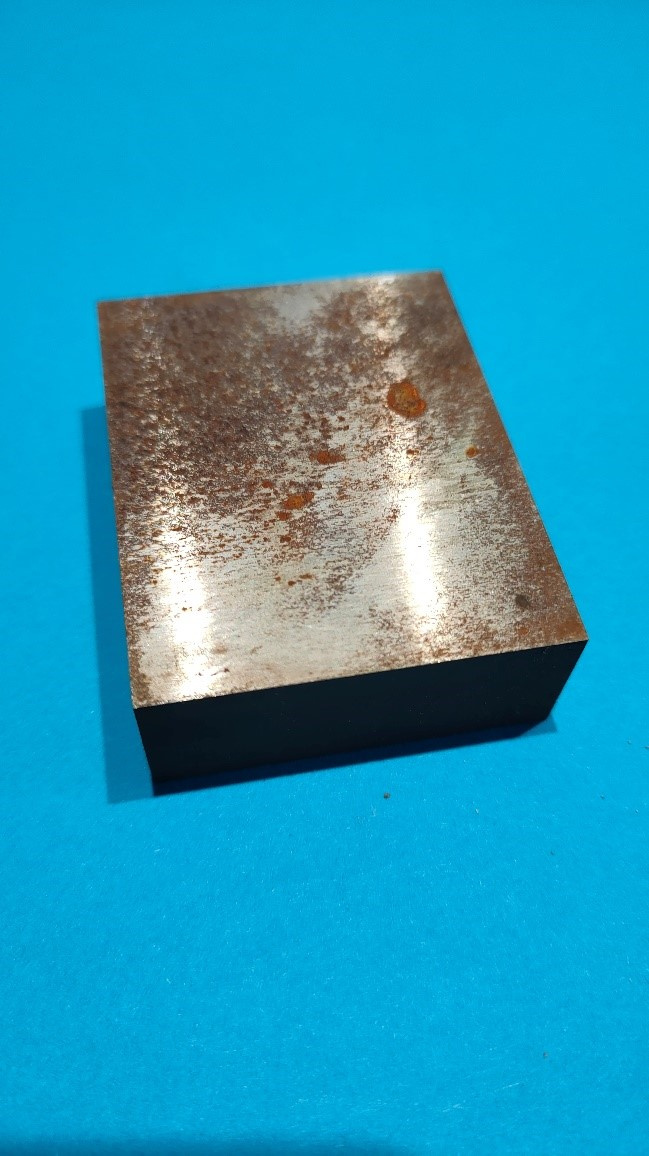

Obr. 4: Zkorodovaný povrch nejlépe očistíme diamantovou pastou (pokud se jedná o povrchovou korozi).

Obr. 5: Očištění povrchu keramickým pilníkem a následné naleštění.
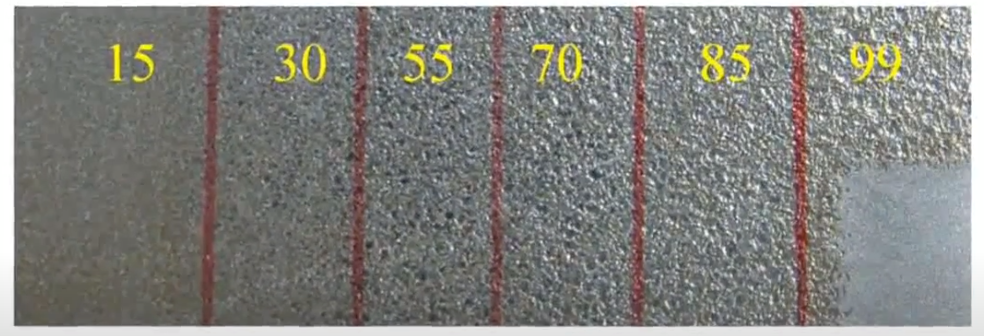
Obr. 6: Díky EDM lze vytvořit širokou škálu povrchů dle požadavků konkrétní aplikace.
Obr. 6: Po ultrazvukovém odstranění koroze byla jedna polovina materiálu (1.2083) naleštěna a na druhé polovině byl vytvořen dezén na poloviční výkon.
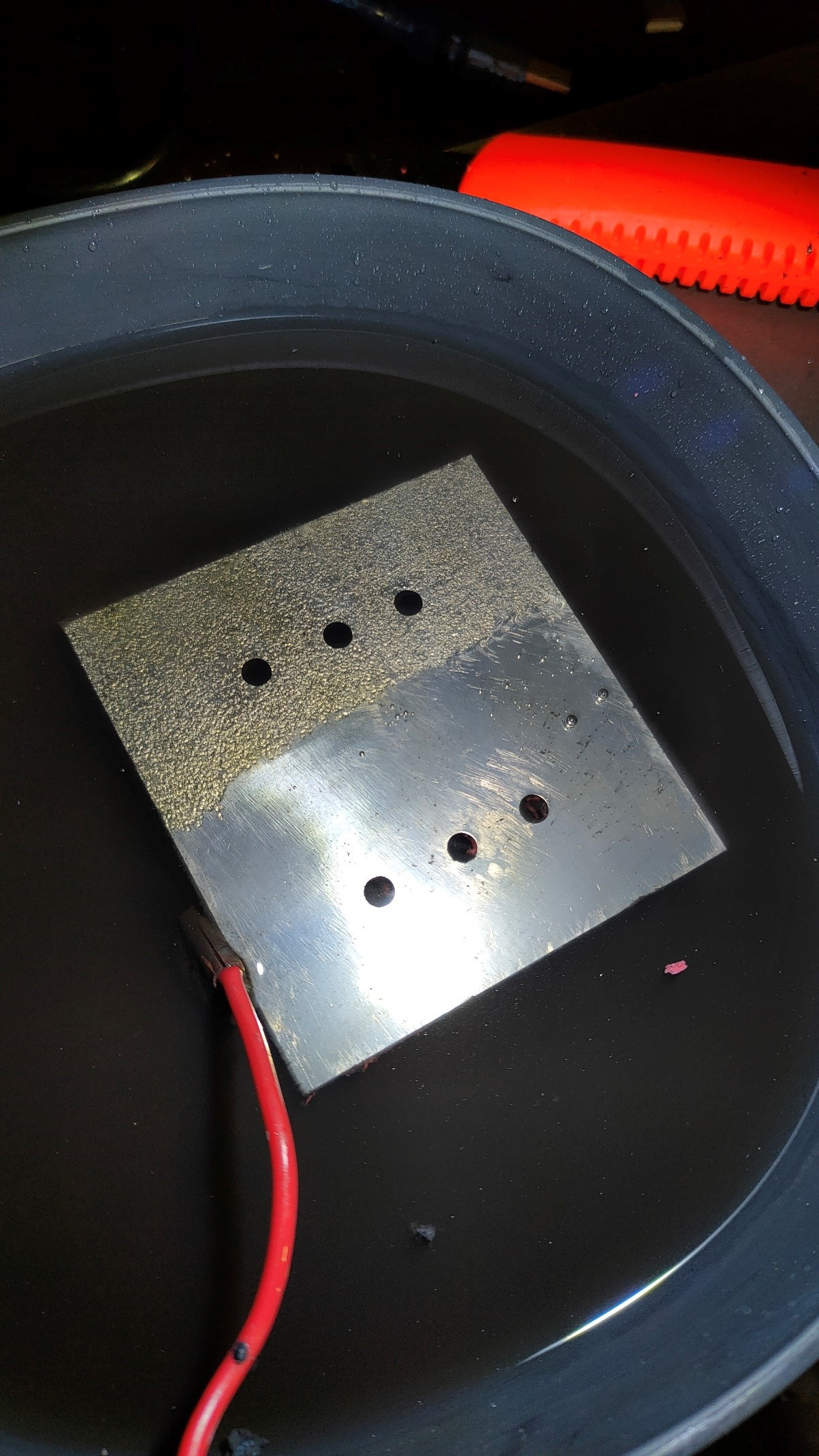
Obr. 7: Ošetřovanou část je nutné ponořit do vody nebo petrochemické kapaliny, případně oplachovat.